 English
English 中文简体
中文简体 Español
Español русский
русскийAug 13,2024
Cold Heading Wire Rod is a forming process that increases the cross-sectional area of an initial material by decreasing its height. The process is used to produce parts with high tensile strength. It has several advantages over other methods of forming, including less scrap and higher yields. In addition, cold heading increases the native tensile strength of materials and can reduce costs.
Cold heading wire rod is generally made from low-carbon steel with medium carbon content. It is a type of alloy structural steel and is used in many standard parts. The quality of cold-drawn steel wire is important because it must meet stringent dimensional requirements. Hot-rolled steel has very few specifications and is not as accurate as cold-drawn steel.
Cold heading wire rods have many advantages, including the ability to produce long, slender fasteners. They also save money and simplify the manufacturing process. However, there are a few disadvantages to cold-heading wire. Their lower residual ductility and higher forging stress may make them unsuitable for some applications.
Good quality cold-heading wire rod must be free of rust and roll seams. It should also have a uniform microstructure. It should also be coated with a phosphate-based coating. Stainless steel grades 303 and 302 HQ are relatively easy to head and are suitable for machining.
During the process of cold heading, steel wires are subjected to a number of processes. One of these is annealing. This step increases the material's tensile strength. The next step is to temper the wire. Cold-heading wire has a higher tensile strength than annealed wire.
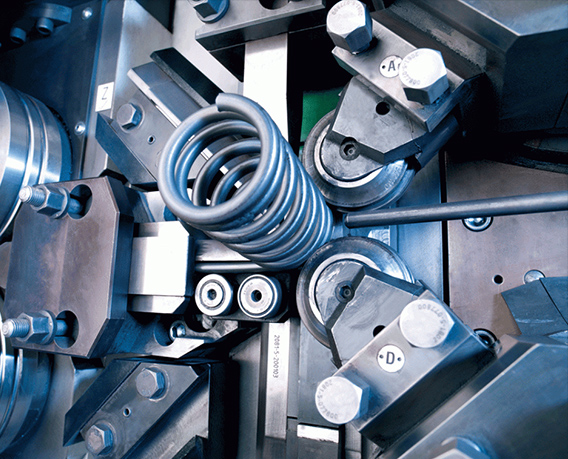
Cold heading wire rods are mainly used for making heads and blanks for threaded fasteners. The process can be used to form a variety of shapes. Fig. 2 shows schematic diagrams of cold-heading on an unsupported bar or wire rod. Cold-heading wire rods must be free of surface damages and should pass an upsetting test by two thirds.
The most common cold-heading techniques are upsets and extrusions. These processes require controlled forming of the material and applying enough force to fill a void. The dies are engineered to make sure that the material moves properly and with the right force. The basic principle is to apply a predetermined amount of force at the correct point during the cold-heading process.
The cold-heading process is a versatile process, enabling designers to make bolts, nuts, and screws out of steel wire rod. Unlike hot-rolling, cold-heading is a process that can be performed on steel wire rod at room temperature. Once the process is complete, specific quenching and tempering processes are applied to achieve the final mechanical properties. Cold-heading wire rods come in various carbon and alloy grades for a variety of applications.
Origin:China
Diameter/Thread Size:2.0mm-40mm
Surface Treatment Phosphating, Saponification
Use:Automobile, Wind Power, Machinery, Construction
Standard JIS,SAE,ASTM
MOQ:20 tons
Supply Capacity:25,000 tons/month
Payment Methods T/T or L/C
Port:Shanghai, Ningbo
Model:Q195,Q235,1010,1015,1018,10B21,10B33,ML40cr,ML08AL,SWRCH35K,SWRCH45K,SWRCH6A,SWRCH8A,SWRCH10A,SWRCH15A,SWRCH22A,SCM435,SCM440,50BV30,20#,45#,70#














 Stock Code: 000906
Stock Code: 000906